Amikor a sínek tényleg végtelenné válnak.
A sorozat első részében megismerkedtünk a sínek hosszirányú kapcsolásának hagyományos megoldásaival. Ezek egyszerűen hevederkötésként vannak emlegetve a szakmában. Jellemzőjük, hogy dilatációs mozgásokat tesznek lehetővé a sínvégek között, hogy a hőmérsékletváltozás ne okozzon feszültséget a pályában.
A második részben a hosszúsín-gyártást ismertük meg. Ez önmagában nem egy vágányszerelési megoldás, de a témáról tudható információmennyiség miatt önállóan kezeltem. Most viszont értelmet nyer a sorozat előző posztjában megismert technológia. Készül az összehegesztett vasúti pálya, vagy ahogyan szakmai berkekben nevezik, a hézag nélküli vasúti felépítmény.
A gyári körülmények között összehegesztett, speciális szerelvénnyel helyszínre szállított és "lehúzott" hosszúsíneket a pályába szerelést követően össze kell hegeszteni. Akármilyen műszaki feltételek között ezt nem lehet megtenni, komoly fizikai erők kerülnek megzabolázásra, így szigorú előírásoknak kell megfelelnie a hézagnélkülisítésre szánt pályának. Ennek részletezése önálló posztba kerül, most csupán a hegesztés technikáját ismerjük meg.
Az alap, korábban is és mai napig is alkalmazott legelterjedtebb megoldás, az "AT", vagyis aluminotermikus sínhegesztés. Ennek van két jól elkülöníthető szegmense. Az egyik a hegesztés előkészítését, ami a gyakorlatban zárt öntőforma készítését, elhelyezését jelenti, valamint az utómunkálatokat, ami meg a kész hegesztés profilozását takarja. A kettő között a másik, maga a hegesztés van, ami csupán perceket vesz igénybe, viszont az egész művelet látványos része. Annyit még meg kell említeni az eljárással kapcsolatban, hogy mára már elég sok gyártó készíti kompakt rendszereit. Mind az eszközök, mind a különféle egységcsomagok kinézetre eltérhetnek egymástól, lényegüket tekintve azonban nincs sok különbség közöttük. A következő videó szakmailag sok kivetnivalót rejt magában, de ettől függetlenül mégis szemléletesnek tartom, mert a hazai alkalmazást mutatja be. A szakmai problémák abból adódnak, hogy bemutató hegesztésként készült a felvétel. Konkrétan a hegesztáés folyamatát hivatott bemutatni. Tekintsünk el attól, hogy hézegnélküli vágányt semmilyen körülmények között sem építünk nyiltlemezes felépítményből, valamint fúrt végű síneken sem végzünk hegesztést, mert a hő hatása a furatok környezetében mikrorepedéseket idéz elő, ami később síntöréshez vezet. A videó további hiányossága, hogy nem elég részletgazdag, ezért ennek pótlására alább teszek kísérletet.
A hegesztés előkészítése a hegesztési hézag beállításával kezdődik. A hegesztési hézag egy milliméterben meghatározott távolság a két sínvég között, ahová a hegesztési anyag fog később befolyni.
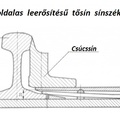
Következő lépés a sínvégek egymáshoz képesti pozicionálása. Ez egy rendkívül kényes lépés. A sín profiljából adódik, hogy míg a fej egy zömök rész, addig a gerinc és a talp ahhoz képest egy-egy vékony "lemez"-re hasonlít. Azért van ennek jelentősége, mert a hegesztés utáni lehűlési folyamatban ennek megfelelően a hegesztési varrat nem egyformán zsugorodik a sínfejnél és a sín többi részén. A pozicionálás során a két sínvéget úgy állítják be egymáshoz képest, hogy ez a különböző zsugorodás a végén egyenes sínt eredményezzen, tehát mindkét sínvég a hegesztési varrat irányába kissé emelkedő beállítást kap. A pozicionálás eszköze lehet vasék, de emelő, sőt speciális konzol is.
Ezután kerül elhelyezésre a két félből álló, gyárilag előre elkészített sínprofil forma. Ezek a felhasználás igényéhez igazodva különféle sínrendszerhez készülnek, de a hegesztési varrat szélessége is változhat a körülményeknek megfelelően. Az öntőformák rideg, egyszer használatos sérülékeny eszközök, elhelyezésükkor kívülről egy acéllemezből készült külső burkolat segít a rögzítésben. Az egészet egy sínre erősíthető, speciális satu tartja fixen.
A felrögzített öntőformák és a sínek közötti hézagokat kézzel töltik ki. Erre jellemzően egy előre elkészített hőálló hézagkitöltő tapasz szolgál. Többféle megjelenési formája van, általában némi nedvességtartalommal rendelkező ömlesztett bentonit (nagyon finom agyagféle), de vannak egyéb megoldások is.
A hézagok kitapasztása után a sínvégek formán belüli hevítése történik, majd a megfelelő hőfok elérése után kerül ráhelyezésre a hegesztőadagot tartalmazó szintén hőálló anyaggal bélelt tégely. Abban beindítják a benne lévő hegesztőadag tartalmát folyékony vassá hevítő folyamatot, melynek végén a tartály alját elzáró fémdugó is megolvad, és az egész megolvadt fémömleny az előre elkészített formába folyik. Ez a folyamat alumínium reszelék és vasoxid keverékének erős hőképződéssel járó kémiai folyamata, nem megállítható, a begyújtás után a csapolás végéig semmilyen beavatkozás nem lehetséges. A folyamat olyan hőfokon történik, hogy akár egy csepp víz bejutása vízbomlást, majd a keletkező durranógáz azonnali robbanást idéz elő, így a hegesztés elvégzésének időjárási feltételei is vannak.
A megszilárduló hegesztésről a formát eltávolítják, a varratot még képlékeny állapotában egy speciális szerszámmal lemetszik a sínfejről, majd kétlépcsős köszörülési folyamat után a hegesztés elnyeri végleges formáját.
Az alábbi videó nem hazai kivitelezést mutat be, de a fentebbivel ellentétben sokkal részletesebben figyelhetőek meg a kivitelezési mozzanatok. Végülis néhány apróságtól eltekintve ugyan azt az eljárást figyelhetjük meg. Sajnos ez is bemutatóhegesztésről készült, ezért csak a hegesztés menetét érdemes figyelni, mert egyéb tekintetben elég sok szakmailag kifogásolható körülményt tartalmaz.
A sínek helyszíni hegesztési lehetőségeinek még nem értünk a végére. A következő részben egy másik technológiát veszünk szemügyre.